
En tant qu'entreprise brassicole traditionnelle, la cave doit relever le défi des réglementations environnementales tout en s'efforçant de maintenir des techniques de brassage de haute qualité. La chaudière, élément essentiel de la production d'énergie de la distillerie, peut générer, lors de son fonctionnement, des oxydes d'azote (NOx), nocifs pour l'environnement et la santé humaine. Le traitement des oxydes d'azote dans la chaudière de la cave est donc primordial.

L'oxyde d'azote est l'une des principales sources de pollution atmosphérique, avec de graves conséquences sur la santé humaine et l'environnement. Lors de la production, les chaudières utilisées, notamment celles au charbon, au fioul ou au gaz, peuvent produire des NOx pendant la combustion. Face à une prise de conscience environnementale accrue et à une réglementation renforcée, les exploitations viticoles doivent réduire leurs émissions d'oxyde d'azote pour assurer un développement durable.
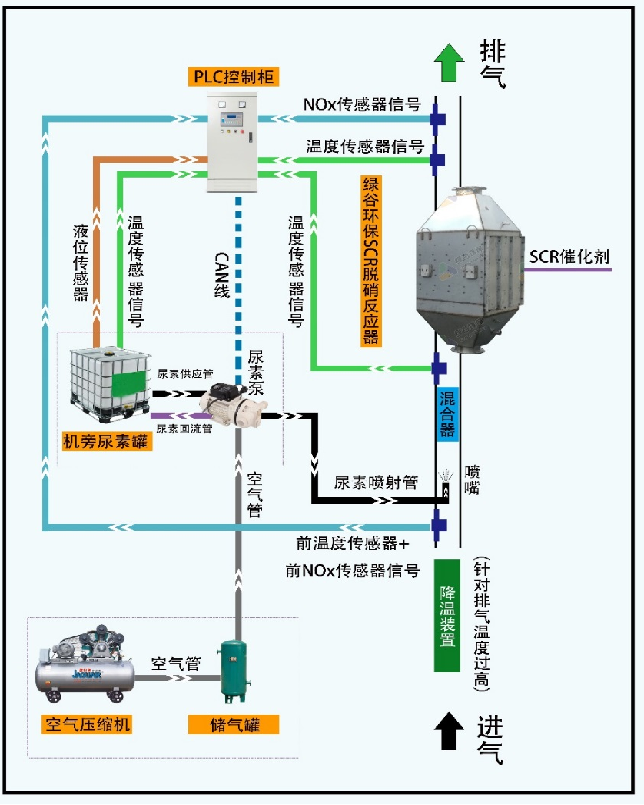
Lors de la combustion des énergies fossiles à haute température, l'azote et l'oxygène réagissent pour former des NOx, polluant l'environnement et pouvant être inhalés par voie respiratoire, provoquant des maladies respiratoires. Notre méthode de réduction catalytique sélective (SCR) utilise, sous un catalyseur et à une température donnés, l'ammoniac (NH₃) ou l'urée (urée) comme agent réducteur. Sous un autre catalyseur et à une température donnés, l'ammoniac (NH₃) réduit les NOx en diazote (N₂) et en eau (H₂O).
Avantages techniques du système de dénitrification SCR de la chaudière GRVNES :
1. L'effet est significatif.
Le corps principal de la chaudière peut être modifié sans incidence sur son rendement thermique. Elle fonctionne de manière stable quelle que soit la charge et ses émissions sont maintenues en dessous de 30 mg/Nm³. Il n'y a aucun risque pour la sécurité et les émissions de CO dépassent les normes.
2. Catalyseur à haute efficacité et basse température
Le catalyseur a une température supérieure ou égale à 175 degrés dans la plage d'application, l'efficacité de dénitrification est supérieure à 95 %, et la sélection d'un catalyseur SCR compact à mailles hautes de 40 à 50 trous réduit la taille de l'équipement et la quantité de catalyseur utilisée, ce qui permet de réduire efficacement le coût de l'équipement.
3. Équipement, faibles coûts d'exploitation
En modifiant la séquence des fumées, les coûts d'exploitation sont réduits, la chaleur résiduelle des gaz d'échappement finaux de la chaudière est davantage utilisée et une partie de la chaleur du gaz purifié est récupérée, ce qui réduit considérablement les coûts d'exploitation des équipements de post-traitement.
4. Empêcher les fuites d'ammoniac
La sonde de concentration de NOx et le capteur de température sont placés en amont et en aval du catalyseur de dénitrification SCR. En fonction de l'état des gaz d'échappement en temps réel, la quantité d'urée (ou d'ammoniaque) injectée est contrôlée avec précision par le système de contrôle électronique ECU afin d'obtenir un taux d'épuration élevé des oxydes d'azote et d'éviter tout débordement d'ammoniaque.
5. Installation facile
Une fois l'équipement terminé, seule une partie de la canalisation doit être remise en état et raccordée, et la période de mise au point est courte, ce qui n'affecte pas le fonctionnement normal de la chaudière.
Date de publication : 11 juillet 2024